FEATURES
|
Support for major brand PLC drives
|





Tag Integration
Supports the import of TAG labels from multiple brands of PLCsQuickly establishes communication links, saving engineering time

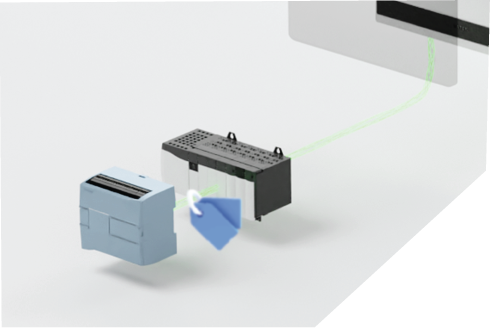
Remote Maintenance Capability
Without the need for additional wiring,
computer can connect to the PLC through the
HMI for program modifications or parameter settings.

Custom Communication Protocols
▸ As a Master station, simply customize third-party communications through simple operation settings,Transmit or retrieve data command formats, easily accessing the device data.
▸ As a Slave station, you can customize the behavior after receiving communication commands from third-party devices,Easily integrate control with any peripheral devices.
▸ Provides automatic input of various communication checksums for convenience and efficiency.
▸ Scripting also supports this feature, providing greater flexibility in system planning.
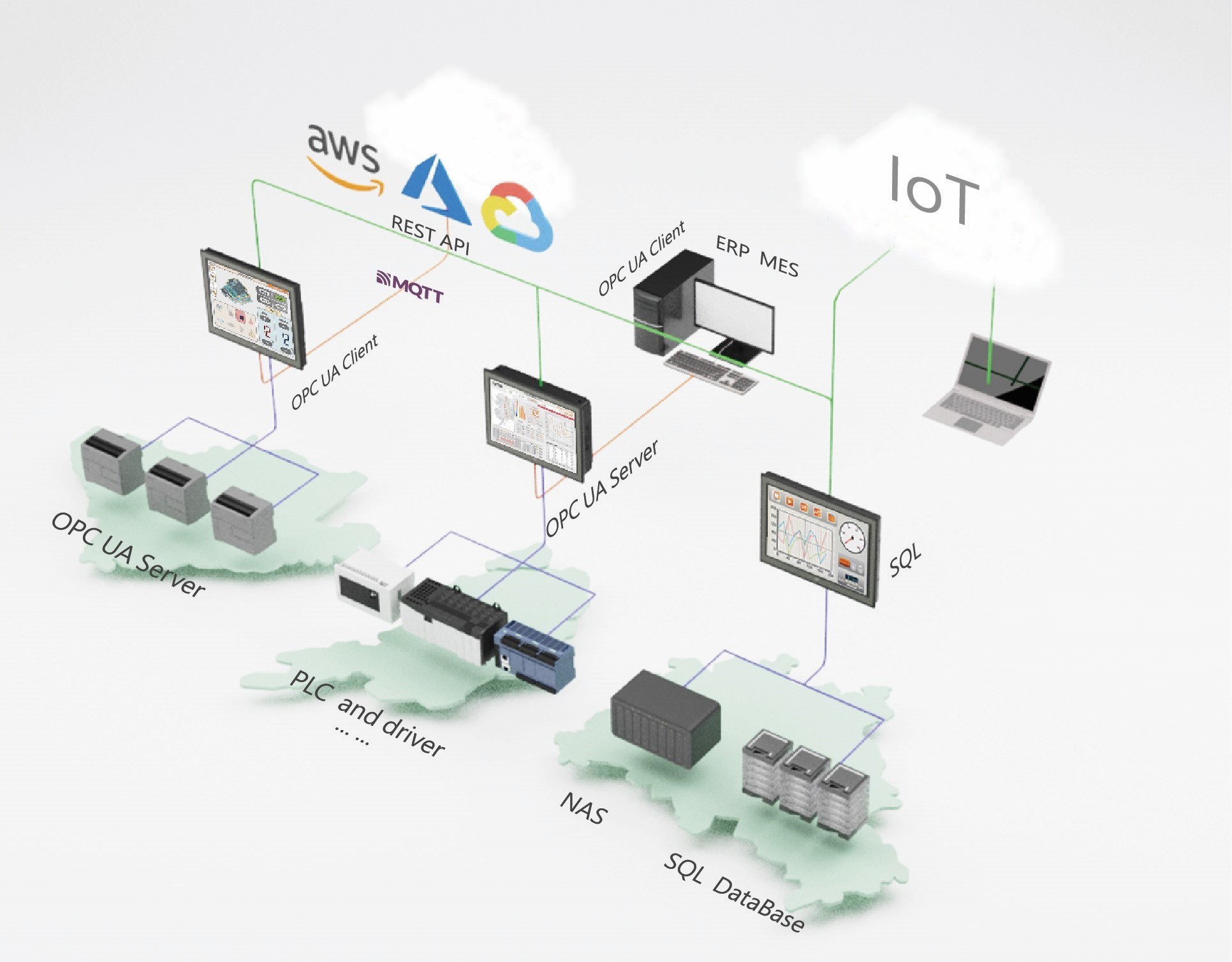
Communication Gateway - Supports Modbus, OPC UA, SQL Database
▸ Users can easily achieve remote monitoring and data collection using SCADA, HMI, or other Modbus devices.
▸ Supports Ethernet (Modbus TCP) and serial transmission (Modbus RTU/Modbus ASCII).
▸ Supports data exchange between the Modbus protocol and other communication protocols (multiple PLCs,servos, temperature controllers, frequency converters, etc.).
Customizable Modbus address mapping tables are available.
▸ Supports data exchange with databases (MySQL/Microsoft SQL/MariaDB)
▸ Supports FTP/VNC/OPC UA/MQTT/REST API

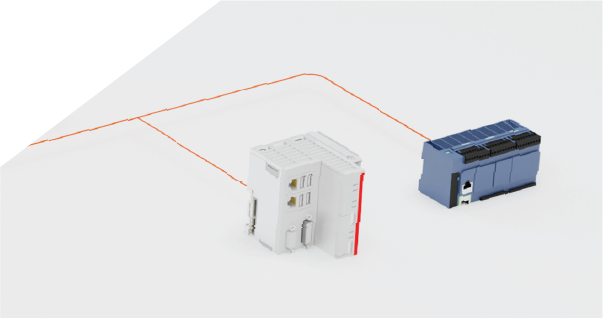
Multiple Connections
The PLC connected to the master station HMI can be accessed by the slave station HMI, reducing costs. The feature is easy to set up and use, accelerating development speed.
Data Transmission
This feature allows different devices (such as HMI, PLC) to communicate with each other.Under user-defined conditions, data can be moved from the source address to the target address.

Simulation - Online and Offline Simulation
Before downloading the project to the HMI, users can perform project simulations on the computer, reducing the time required for on-site debugging.
This includes both online simulation, which simulates actual connections to the PLC, and offline simulation, which does not require a connection to the PLC
|
Support for major brand PLC drives
|
Tag Integration
Supports the import of TAG labels from multiple brands of PLCsQuickly establishes communication links, saving engineering time
Remote Maintenance Capability
Without the need for additional wiring,
computer can connect to the PLC through the
HMI for program modifications or parameter settings.
Custom Communication Protocols
▸ As a Master station, simply customize third-party communications through simple operation settings,Transmit or retrieve data command formats, easily accessing the device data.
▸ As a Slave station, you can customize the behavior after receiving communication commands from third-party devices,Easily integrate control with any peripheral devices.
▸ Provides automatic input of various communication checksums for convenience and efficiency.
▸ Scripting also supports this feature, providing greater flexibility in system planning.
Communication Gateway - Supports Modbus, OPC UA, SQL Database
▸ Users can easily achieve remote monitoring and data collection using SCADA, HMI, or other Modbus devices.
▸ Supports Ethernet (Modbus TCP) and serial transmission (Modbus RTU/Modbus ASCII).
▸ Supports data exchange between the Modbus protocol and other communication protocols (multiple PLCs,servos, temperature controllers, frequency converters, etc.).
Customizable Modbus address mapping tables are available.
▸ Supports data exchange with databases (MySQL/Microsoft SQL/MariaDB)
▸ Supports FTP/VNC/OPC UA/MQTT/REST API
Multiple Connections
The PLC connected to the master station HMI can be accessed by the slave station HMI, reducing costs. The feature is easy to set up and use, accelerating development speed.
Data Transmission
This feature allows different devices (such as HMI, PLC) to communicate with each other.Under user-defined conditions, data can be moved from the source address to the target address.
Simulation - Online and Offline Simulation
Before downloading the project to the HMI, users can perform project simulations on the computer, reducing the time required for on-site debugging.
This includes both online simulation, which simulates actual connections to the PLC, and offline simulation, which does not require a connection to the PLC